




别再等待了,仅仅一分钟,就能通过我们的立式承压保温水箱厂家供应辉煌产品视频探索到无数令人心动的细节和亮点。
以下是:立式承压保温水箱厂家供应辉煌的图文介绍



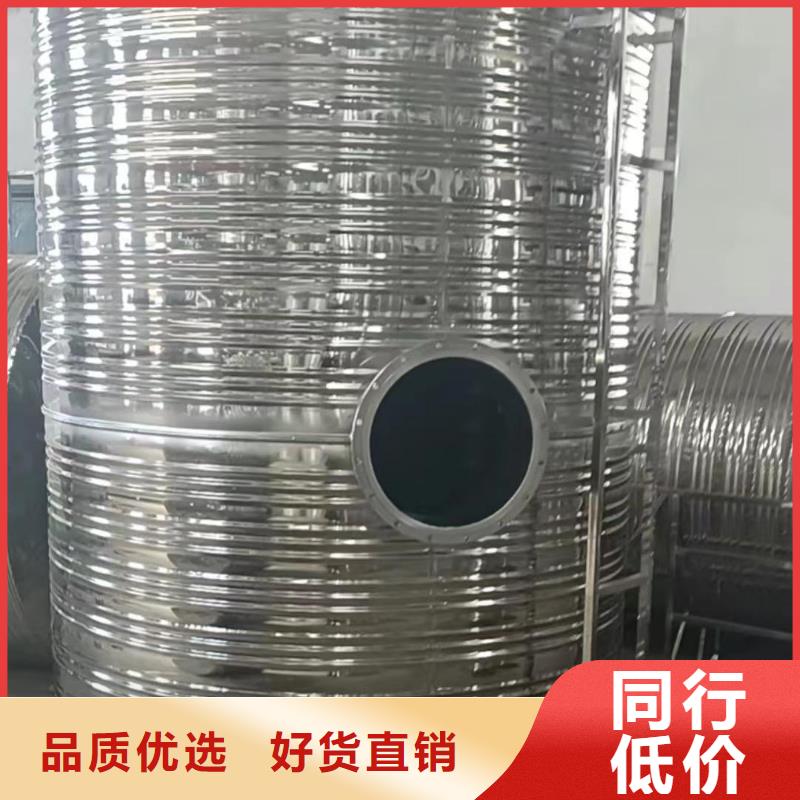
承压保温水箱的划线开孔及接管装焊:
3.2.1、当地应按设备管口方位图及标高尺寸,合理布置开孔位置,开孔应尽量避开焊缝。
3.2.2、当地一般容器的划线宜在壳体及两端封头(或法兰)组焊成型后进行,换热器一般在壳程筒体成型后进行。
3.2.3、当地开孔位置划线毕后,须由检验人员严格检验,确认无误后方可开孔。
3.2.4、当地当开孔无法避免焊缝时,则以开孔中心为圆心,1.5倍开孔直径为半径的圆中所包容的焊缝,以及被补强圈、当地支座垫板等覆盖的焊缝,须作100%射线检查,合格级别与壳体接头探伤要求一致。



承压保温水箱施焊前,应坡口及其母材两侧表面20mm范围内的氧化物、附近油污、附近熔渣及其他有害杂质。3.3.6、附近焊缝表面不得有裂纹、附近气孔、附近弧坑和飞溅物,对不锈钢类焊缝施焊时应在两侧涂 以防飞溅。3.3.7、附近焊缝同一部位的返修次数不宜超过两次。如超过两次须由质量保证工程师批准。要求焊后热处理的容器,一般应在热处理前进行返修,若在热处理后返修,补焊后应作必要的热处理。3.3.8、附近应在规定的部位打上焊工钢印。对有防腐要求的不锈钢压力容器,不得在防腐面采用硬印作为识别标记。3.3.9、附近受压元件之间或受压元件与非受压元件组装时的定位焊,若保留成为焊缝金属的一部份,则应按受压元件的焊缝要求施焊。


厦门辉煌供水设备有限公司座落于经济开发区,我公司主要产品有 不锈钢保温水箱等,我公司视产品质量为企业的生命,我们从原材料、除锈、涂敷到产品出厂的全过程进行质量跟踪控制。完善的质量管理体系和 先进的检测设备为用户提供优良产品提供可靠保障。
先进的工艺、检测设备,现代化的管理模式,高素质的员工队伍,高比例的专业技术人员,完备的资格,完善售 后服务,厦门辉煌供水设备有限公司热忱欢迎国内外用户来我公司考察,指导、洽谈业务,全体员工将谒诚为您提供专业的服务。



承压保温水箱容器的焊接:
3.3.1、当地施工人员应严格按照图纸及焊接工艺规程的要求进行施焊。
3.3.2、当地正常情况下,DN≥1000,δ≥8的容器A、当地B类焊缝可优先使用自动焊;DN≥600,δ≥8的容器A、当地B类焊缝,外圈可使用自动焊,内圈使用手工焊。
3.3.3、当地C、当地D类接头的焊脚高度,在无图样规定时,取焊件中较薄者之厚度,补强圈的焊脚高度,当厚度﹥8mm时,其焊脚高度等于补强圈厚度的70%,且不小于8mm;当厚度≦8mm时,其焊脚高度等于补强圈厚度。C、当地D类接头焊缝与母材应呈圆滑过渡。
3.3.4、当地对焊接接头系数ф=1的容器及不锈钢容器,其焊缝表面不得有咬边,其他容器焊缝表面的咬边深度不得大于0.5mm,咬边连续长度不得大于100mm,焊缝两侧咬边总数不得超过该焊缝长度的10%。